




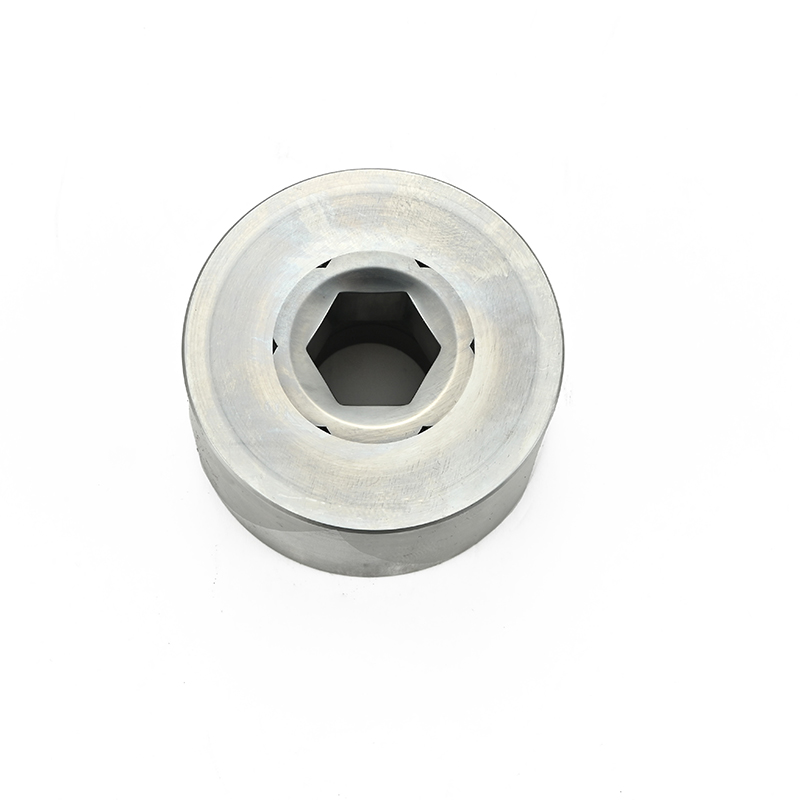


Nucleo dado esagonale costruito
| Elemento | Parametro |
| Luogo d'origine | Guangdong, Cina |
| Marchio | Nisun |
| Materiale | VA80, VA90, KG6, KG5, ST7, ST6, CARBURO |
| Tecnologia | CAD, CAM, WEDM, CNC, trattamento termico sottovuoto, 2.5-test dimensionale (proiettore), tester di durezza, ecc.(HRC/AT) |
| Tempo di consegna | 7-15 giorni |
| OEM e ODM | 1 PZ Accettabile |
| Dimensione | Dimensioni personalizzate |
| Imballaggio | PP+scatola e cartone |
Filiera in carburo:
1. Matrici per fori diritti
2. Stampi per estrusione
3. Dadi esagonali segmentati
4. Cutter e coltello
5. Stampi personalizzati
Gli stampi segmentati possono essere forniti sia come inserti che come gruppi di stampi completi in carburo di tungsteno o acciai speciali.I vantaggi delle lame segmentate intercambiabili per prolungare la durata dell'utensile sono stati ampiamente riconosciuti.Tutti gli strumenti sono certificati prima di essere inviati ai clienti.
In qualità di azienda efficiente e in rapida crescita, Nisun si impegna attivamente a fornire esclusivi stampi segmentati esagonali.I prodotti forniti sono ampiamente acclamati in tutto il mondo per la nostra migliore qualità e facilità di installazione.Questi stampi sono prodotti da professionisti innovativi e tecnologie avanzate e vengono utilizzati per produrre diversi tipi di elementi di fissaggio in diversi settori.Inoltre, possiamo fornire anche prodotti di diverse dimensioni in base alle esigenze del cliente.
1. Selezionare il materiale e le dimensioni dell'acciaio al tungsteno per fare in modo che le viti o i dadi si stampino correttamente.
2. A seconda della differenza di difficoltà di formatura, dimensione, lunghezza di viti e dadi, la struttura dello stampo deve essere progettata in modo ragionevole, lo stampo multi-stazione e il dado devono essere assegnati su una base ragionevole della deformazione di ribaltamento e dei tempi di formatura.
3. Lo stampo ha una pregevole fattura, dimensioni accurate, diametro del foro per soddisfare i requisiti di finitura dello specchio.
4. Margine di distribuzione della tensione di interferenza, scegliere la dimensione del cono della lega appropriata.
5. Il manicotto in acciaio a guscio deve essere rigido e ben riscaldato e l'intervallo di durezza dopo il trattamento termico sotto vuoto deve essere compreso tra 45 ℃ e 48 ℃.
6. Mantenere la superficie del filo e del filo pulita e liscia, il filo trafilato a freddo deve essere inchiodato saldamente dopo la ricottura della sfera.
7. Usiamo la mola diamantata per macinare il ciclo e la fine del tungsteno.





